

 當前位置:
當前位置:

 自動化生產線類訂制
自動化生產線類訂制 推薦產品
推薦產品





 推薦新聞
推薦新聞


 在線留言
在線留言 詳情內容
詳情內容

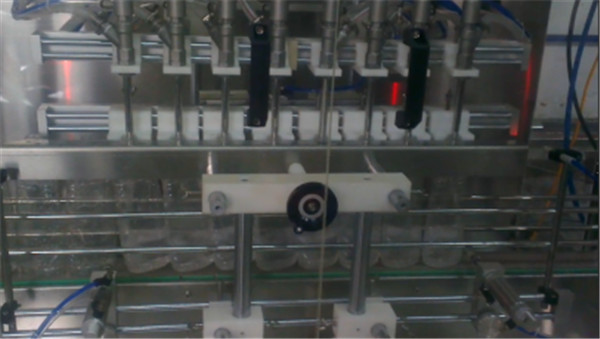
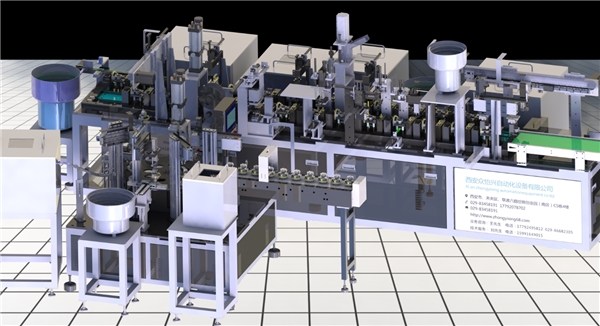
馬達生產自動線
電機零部件的機械加工;鐵心制造工藝;繞組制造工藝;鼠籠轉子制造工藝;換向器、滑環及電刷裝置制造工藝;電機裝配工藝。電機典型結構電機零部件的機械加工電機零部件的互換性中心高(自軸中心至底腳平面的高度H);軸伸直徑D和長度E,鍵槽寬度F和軸槽深G;底腳孔的橫向中心距離A及其對中心線的距離A/2;底腳孔的軸向中心距離B以及軸伸肩至第一個底腳孔的距離C;底腳孔的直徑K;定子內徑與轉子外徑;端蓋和機座止口的配合尺寸;軸承與軸承檔和軸承室的配合尺寸;外風扇和外滑環的配合尺寸;電機零部件的機械加工電機氣隙對電機的電氣性能影響很大;
電機端蓋與機座的結構剛性一般,在加工裝夾是容易變形;一般電機的結構尺寸的精度為IT6~IT11;電機機座加工電機機座的類型鑄鐵機座;壓鑄鋁合金機座;鋼板焊接機座;電機機座加工的工藝方案以止口、端面為定位基準面;以底腳平面和底腳孔為定位加工其他部位;電機端蓋加工端蓋起著支承電機轉動部分、確定電機定轉子相對位置,因此端蓋的剛度、尺寸精度和形位公差將會影響到定轉子之間的氣隙均勻度;加工的關鍵點在于保證端蓋止口和軸承室的精度以及兩者之間的同軸度以及端面對軸心線的圓跳動;目前常用的加工方案有一次裝夾和兩次裝夾;電機端蓋加工
軸加工軸是電機中關鍵部件之一;支承轉動部件,傳遞力矩,并確定轉動部件與定子的相對位置;軸應具有可靠的強度及剛度;同時軸的加工要求更高;軸加工鐵心制造工藝鐵心壓裝及特點外壓裝;內壓裝;鐵心制造藝質量關鍵點采用定重量、定壓力、定長度的方法,保證鐵心質量。疊壓系數Kfe熱軋硅鋼片0.95;冷軋硅鋼片0.97;繞組及嵌線工藝電機的壽命和運行可靠性,主要取決于電機繞組及絕緣處理工藝!電機繞組成本占電機總成本的20~40%!繞組及嵌線工藝絕緣處理工藝。
本公司承諾:可根據客戶產品特性定制適用于客戶產品性能及生產需求的非標設備。


